
Друзі, які це роблятьінвестиційне кастингЗнайте, що цей бізнес стосується "деталей визначають успіх чи невдачу". Клієнти можуть захотіти лопатей літальних апаратів, медичного обладнання або точних деталей інструментів, і різниця в 0,01 мм може зробити продукт. Сьогодні поговоримо про те, як досягти точності кастингу.
1. Виготовлення воску - "Перший пропуск" точності
Модель воску - це як "ген" кастингу. Якщо цей крок кривий, все інше буде марним. Тепер у мейнстрімі використовуються 3D-друкарні воскові моделі, і точність світла смола може досягати ± 0,05 мм, що набагато краще, ніж традиційне вирізання вручну. Але зверніть увагу на контроль температури. Якщо температура семінару відрізняється на 5 ℃, швидкість усадки моделі воску може бути нестабільною. Рекомендується використовувати обладнання для постійної температури та вологості, не заощаджуйте ці маленькі гроші.
2. Процес виготовлення оболонок - не дозволяйте керамічній оболонці "ятики" вас
Скільки шарів кремнеземної фарби наноситься і наскільки товстий кожен шар безпосередньо впливає на кінцевий розмір. Одна фабрика була лінивою і мазала на один менший шар, в результаті чого піщані отвори по всій поверхні лиття. Зараз популярно використовувати "виготовлення градієнтних оболонок" - тонкий порошок для внутрішнього шару та грубого порошку для зовнішнього шару, який може не лише забезпечити гладкість, але й зменшити деформацію напруги. Не забудьте довгий час висушити оболонку, інакше вона "вибухне" безпосередньо під час деваксу.
3. Плавлення та заливання - «вдача» розплавленого металу слід розуміти
Швидкість усадки нержавіючої сталі та високотемпературного сплаву може відрізнятися на 1%! Розмір форми повинен бути відрегульований відповідно до властивостей матеріалу. Температура заливки ще більш критична. Певна фабрика авіаційних частин безпосередньо зняла лиття, оскільки температура була на 20 ℃ вище, а розмір зерна був грубим. Тепер ми використовуємо програмне забезпечення для аналізу потоку форми для моделювання заздалегідь, що набагато надійніше, ніж пробні та помилки.
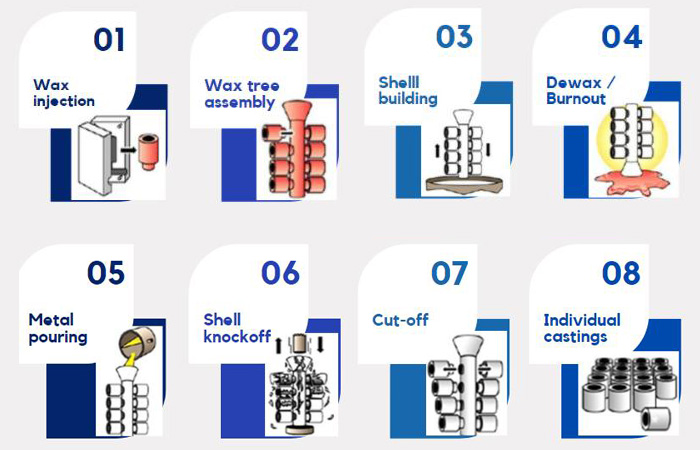
4. Пост -обробка - шліфування не базується на грубій силі
Більш стабільно використовувати роботів для подрібнення задирокінвестиційні кастингиніж ручна робота, але програмування добре. Я бачив, як люди використовують великі шліфувальні колеса, щоб заощадити неприємності, але вони перемелюють тонкостінні частини. "Магнітне шліфування" зараз популярне. Невеликі частини округлюються самі в магнітному полі, а точність можна контролювати до ± 0,02 мм.
5. Методи огляду - не чекайте, поки відвантаження "відкрити сліпу коробку"
Трикоординатна вимірювальна машина є стандартною, але не забувайте про виявлення рентгенівських променів. Була фабрика, яка зробила леза турбіни. Поверхневий огляд був кваліфікованим, але рентген знайшов внутрішні пори і майже втратив замовлення замовника. Зараз використовується навіть візуальний огляд AI, який швидше, ніж людське око і не робить помилок.
Висновок:
У остаточному аналізі точність кастингів досягається цілим набором "комбінованих ударів". Від воскових форм до перевірок кожне посилання повинно сприйматись серйозно. Зараз ринкова конкуренція настільки жорстока, хто може отримати додаткові 0,01 мм точності, може приймати замовлення на високий клас. Наступного разу, коли замовник запитує "як забезпечити точність", просто киньте йому цю статтю - професійні питання повинні бути вирішені професійними методами.
Як професійний виробник та постачальник, ми надаємо високоякісну продукцію. Якщо ви зацікавлені в наших продуктах або маєте якісь питання, будь ласка, не соромтесязв’яжіться з нами.
Більшість наших пропозицій доставляються протягом 24/36 годин. і зазвичай за набагато менший час, залежно від деталей проекту.
Наша команда зв’яжеться з вами напряму щодо вашої ціни на обробку з ЧПК, щоб переконатися, що ви отримали та зрозуміли всі аспекти вашої пропозиції, а також відповісти на будь-які запитання щодо ваших варіантів.